
Można na żywca. Można też z menu LCD. Tylko pamiętaj że reakcja na zmiany będzie opóźniona o bufor w drukarce, czyli o jakieś 16 ruchów. Czyli po zmianie efekt będzie widoczny dopiero po tym jak drukarka wykona 16 ruchów.mauer pisze:W Repetierze (host) można flow regulować na żywca czy muszę przed każdym drukiem zmienić i dopiero próba ?
DIY Mendel90 "ver. goły MDF"
Moderatorzy: moderatorzy2014, moderatorzy
Re: DIY Mendel90 "ver. goły MDF"
Pzdr. -----MIŚ-----

Re: DIY Mendel90 "ver. goły MDF"
Dzisiaj po pracy swoje pierwsze kroki skierowałem do drukarki. Ponieważ byłem pewien, że wciąż winne są pręty osi Z i ich taniec w czasie wydruku to postanowiłem sobie że zrobię po swojemu sprzęgła pomiędzy silnikami a prętami M8. Użyłem do tego wężyka TX-6, który bardzo mocno nakręcił się na pręt gwintowany a od strony silnika trzeba było dodatkowo dopasować jeszcze jeden wężyk igielitowy (średnica wewnątrz 4mm). TX wszedł na ciasno na kolejny a wszystko razem ciasno i pewnie spasowało się na osi silnika.
Po całej tej operacji pierwszym i najbardziej słyszalnym objawem modyfikacji jest praktycznie tylko szmer osi Z w czasie Home w osi Z a nie jak do tej pory miałem na sztywnym sprzęgle hałas spod nakrętek w X-endach i piski przy opuszczaniu czy podnoszeniu osi Z.

Niestety jak się potem okazało po próbnym wydruku prążki absolutnie nie zmniejszyły się (więcej też ich nie przybywało ).Nadal były one regularne ale nie w odstępach takich jak zwoje gwintu M8 na prętach.
).Nadal były one regularne ale nie w odstępach takich jak zwoje gwintu M8 na prętach.
Po wykonaniu "tajnej" operacji na pracującym Repetierze HOST wydruk zaczął już wyglądać w porządku:

W czasie wydruku wszedłem w Repetierze w Konfiguracja->Konfiguracja EEPROM firmware no i na "żywca" jak radził Miś zmniejszałem co kilkanaście warstw ilość kroków ekstrudera. Ostatecznie wystarczyło obniżyć ilość kroków o 7 i wydruki zaczęły wyglądać jak należy. Przy okazji wewnętrzne rozmiary kostki również zaczęły mi się zgadzać z tymi podanymi dla danego modelu kalibracyjnego.
Zdaję sobie sprawę, że dla każdego filamentu trzeba będzie czasami poeksperymentować z tym parametrem - ale co tam - warto dla przyzwoicie wyglądającego druku.
Wniosek ostateczny: teraz pręty również tańczą (niby są proste) i to nie ma jakiegokolwiek wpływu na obecność bądź też brak prążków na ściankach bocznych obiektów.
Po całej tej operacji pierwszym i najbardziej słyszalnym objawem modyfikacji jest praktycznie tylko szmer osi Z w czasie Home w osi Z a nie jak do tej pory miałem na sztywnym sprzęgle hałas spod nakrętek w X-endach i piski przy opuszczaniu czy podnoszeniu osi Z.
Niestety jak się potem okazało po próbnym wydruku prążki absolutnie nie zmniejszyły się (więcej też ich nie przybywało
Po wykonaniu "tajnej" operacji na pracującym Repetierze HOST wydruk zaczął już wyglądać w porządku:
W czasie wydruku wszedłem w Repetierze w Konfiguracja->Konfiguracja EEPROM firmware no i na "żywca" jak radził Miś zmniejszałem co kilkanaście warstw ilość kroków ekstrudera. Ostatecznie wystarczyło obniżyć ilość kroków o 7 i wydruki zaczęły wyglądać jak należy. Przy okazji wewnętrzne rozmiary kostki również zaczęły mi się zgadzać z tymi podanymi dla danego modelu kalibracyjnego.
Zdaję sobie sprawę, że dla każdego filamentu trzeba będzie czasami poeksperymentować z tym parametrem - ale co tam - warto dla przyzwoicie wyglądającego druku.
Wniosek ostateczny: teraz pręty również tańczą (niby są proste) i to nie ma jakiegokolwiek wpływu na obecność bądź też brak prążków na ściankach bocznych obiektów.
Różne aeroplany...
Re: DIY Mendel90 "ver. goły MDF"
Tego już więcej nie ruszaj, jak wymienisz filament i będzie potrzeba innego przepływu to albo ustaw inną grubość filamentu w slicerze co przełoży się na inną kalkulację wysuwu w G-COD'ie, albo w hoscie masz po prawej (w zakładce Kontrola Ręczna) suwak "Ilosc filamentu" i to sobie przestawiaj.
Pzdr. -----MIŚ-----
Re: DIY Mendel90 "ver. goły MDF"
Ludzie sok z ABS to ma być w końcu rzadki czy gęsty tak jak na tym filmie ?
https://www.youtube.com/watch?v=Mh9KF69lfwA
https://www.youtube.com/watch?v=Mh9KF69lfwA
Różne aeroplany...
Re: DIY Mendel90 "ver. goły MDF"
Ponieważ PLA nie sprawia mi na razie problemów przy moich wydrukach postanowiłem mocniej zaatakować ABS. Rolki z PLA zawędrowały na półkę a na uchwyt zawiesiłen ten nieszczęsny ABS (ja mam akurat żółty).
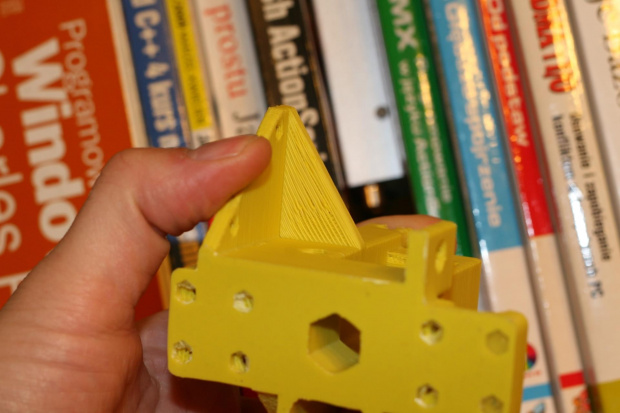
Pierwszym celem było ogarnięcie produkcji soku ABS. W końcu mi się to udało - sok z ABS ma mieć po prostu konsystencję soku spożywczego z kartonika . Wszelkie rzadsze roztwory pomimo grzania stołu (110 'C) po krótkim czasie odpadały. W tej chwili najdłuższy wydruk który testowałem to był X-motor bracket dla Mendel90. Czas wydruku to 5h 30 min. Warstwa 0.2. Oto efekt druku:
. Wszelkie rzadsze roztwory pomimo grzania stołu (110 'C) po krótkim czasie odpadały. W tej chwili najdłuższy wydruk który testowałem to był X-motor bracket dla Mendel90. Czas wydruku to 5h 30 min. Warstwa 0.2. Oto efekt druku:

Ogólnie można powiedzieć, że wydruk wyszedł w porządku gdyby nie "zwieńczenie" elementu:
 .
.
W czasie wydruku widać było wyraźnie, że otwór na nakrętkę jest coraz bardziej zwichrowany w momencie przejścia od jednego krańca słupka do drugiego. Wydruk po prostu tańczył pod głowicą, która wykonywała dosyć szybkie ruchy. Jak drukować takie wąskie "słupki" z otworami ? Jeszcze zmniejszać prędkość ?
Oczywiście pojawiły się rozwarstwienia w kilku miejscach pomimo druku w komorze z pleksi. Temperatura wewnątrz ok 37''C. Z tym że cały wydruk ładnie trzyma się całości. Pewnie trochę acetonu albo wypełnienie z POXIPOLU i będzie w porządku.
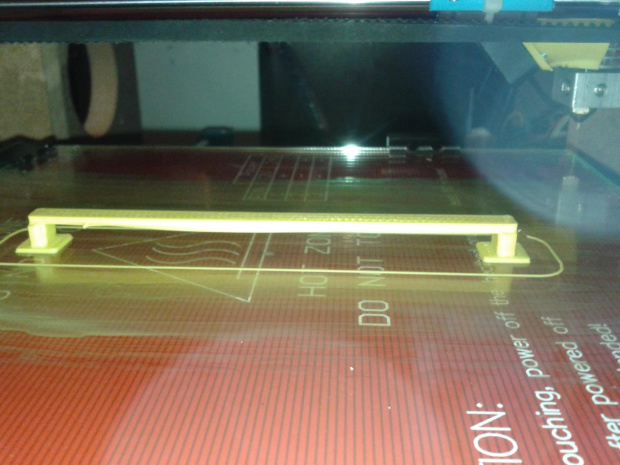
Most, który "wisi" nad silnikiem osi X pomimo sporo większego rozmiaru niż ten, który przykrywa nakrętkę osi Z wyszedł od niego sporo lepiej:
Ten nad nakrętką prowadzącą oś Z niby ma sporo bliżej przeciwległe ścianki ale był kłopot z zaczepianiem niektórych nitek filamentu. Czy jest oddzielna kalibracja dla takich małych "mostków" ?
Pierwszym celem było ogarnięcie produkcji soku ABS. W końcu mi się to udało - sok z ABS ma mieć po prostu konsystencję soku spożywczego z kartonika
Ogólnie można powiedzieć, że wydruk wyszedł w porządku gdyby nie "zwieńczenie" elementu:
.W czasie wydruku widać było wyraźnie, że otwór na nakrętkę jest coraz bardziej zwichrowany w momencie przejścia od jednego krańca słupka do drugiego. Wydruk po prostu tańczył pod głowicą, która wykonywała dosyć szybkie ruchy. Jak drukować takie wąskie "słupki" z otworami ? Jeszcze zmniejszać prędkość ?
Oczywiście pojawiły się rozwarstwienia w kilku miejscach pomimo druku w komorze z pleksi. Temperatura wewnątrz ok 37''C. Z tym że cały wydruk ładnie trzyma się całości. Pewnie trochę acetonu albo wypełnienie z POXIPOLU i będzie w porządku.
Most, który "wisi" nad silnikiem osi X pomimo sporo większego rozmiaru niż ten, który przykrywa nakrętkę osi Z wyszedł od niego sporo lepiej:
Ten nad nakrętką prowadzącą oś Z niby ma sporo bliżej przeciwległe ścianki ale był kłopot z zaczepianiem niektórych nitek filamentu. Czy jest oddzielna kalibracja dla takich małych "mostków" ?
Różne aeroplany...

Re: DIY Mendel90 "ver. goły MDF"
Mauer czy masz dukt chłodzący wydruk? U mnie też był cyrk przy drukowaniu tego elementu bo mam też M90 i następny z chłodzeniem wyszedł super. Lepiej też wychodzą mosty.
...i tak nie skończysz na jednym ani na dwóch 
Re: DIY Mendel90 "ver. goły MDF"
Na ten górny pypek nie potrzeba wentylatora. Wystarczy w slicerze włączyć cooling i wtedy małe warstwy są spowalniane automatycznie. I to wystarcza - ja właśnie tak drukuję.
Co do pękania - tu dużo zależy od filamentu i jego właściwości... Spróbuj dać większe wypełnienie. Ale wpierw wydrukowałbym to na warstwie 0.3mm - grubsza warstwa oznacza mniej warstw a więc model bardziej wytrzymały. Ja ostatnio plastiki drukuję na 0.3mm właśnie z tego powodu i xendy wychodzą mi ładnie (na czerwonym plastspawie)
Co do pękania - tu dużo zależy od filamentu i jego właściwości... Spróbuj dać większe wypełnienie. Ale wpierw wydrukowałbym to na warstwie 0.3mm - grubsza warstwa oznacza mniej warstw a więc model bardziej wytrzymały. Ja ostatnio plastiki drukuję na 0.3mm właśnie z tego powodu i xendy wychodzą mi ładnie (na czerwonym plastspawie)
Pozdrawiam,
Adam
Adam
Re: DIY Mendel90 "ver. goły MDF"
A ja drukuję z ABS na szybie + klej w sztyfcie ze sklepu z artykułami biurowymi za rogiem. Rewelacja. Na ciepło trzyma jak głupi, a jak przestygnie do cirka 40 stopni to słychać "dup" i prawie samo odskakuje od szyby. Nie trza się męczyć z odrywaniem. Smarować na ciepło, i drukować po kilku minutach od posmarowania.mauer pisze:Wszelkie rzadsze roztwory pomimo grzania stołu (110 'C) po krótkim czasie odpadały. W tej chwili najdłuższy wydruk który testowałem to był X-motor bracket dla Mendel90. Czas wydruku to 5h 30 min. Warstwa 0.2. Oto efekt druku:
Było by lepiej jakbyś miał chłodzenie wydruku.mauer pisze:Ogólnie można powiedzieć, że wydruk wyszedł w porządku gdyby nie "zwieńczenie" elementu:... Wydruk po prostu tańczył pod głowicą...
W slic3rze jest ogólnie inna prędkość dla mostów. W curze niestety nie.mauer pisze:Czy jest oddzielna kalibracja dla takich małych "mostków" ?
Pzdr. -----MIŚ-----

Re: DIY Mendel90 "ver. goły MDF"
Misiu, jaki to klej? Może pokaż zdjęcie. Przymierzam się do ABS-u, ale muszę zrobić obudowę drukarki, bo w piwnicy koło 12-15°C.
Dziś drukowałem coś dużego i płaskiego i nawet na PLA leciutko rogi się odklejają.
Dziś drukowałem coś dużego i płaskiego i nawet na PLA leciutko rogi się odklejają.
________________
Cobra
Cobra
Re: DIY Mendel90 "ver. goły MDF"
Przy małych elementach też używałem kleju. Potem przy kilku nieudanych próbach (i straconym czasie) na większych gabarytowo częściach zrezygnowałem z kleju i dopóki nie opanowałem miksu ABS+aceton to używałem Dimafix-a. Też się sprawdza ale jest drogi.miś pisze:A ja drukuję z ABS na szybie + klej w sztyfcie ze sklepu z artykułami biurowymi za rogiem.
W slic3erze prędkość mostków mam zredukowaną do 20mm/s. Najlepiej wychodzą te mosty, w których nitki flamentu "atakują" przeciwległe brzegi pod kątem. Przy drukowaniu podłoża pod nakrętką X-endu slicer nitki ABS prowadzi prostopadle do przeciwległych krawędzi i one nie zawsze zaczepiają się tak jak powinny. Pewnie nie mają czasu na to.miś pisze:W slic3rze jest ogólnie inna prędkość dla mostów. W curze niestety nie.
To jest cenna rada - wyjaśniało by to sprawę złego druku tego elementu na górze x-enda. Warstwy są tak małe, że ABS nie nadąża z ostygnięciem ścieżki zanim głowica znów wróci w to samo miejsce i rozpocznie wydruk nowej warstwy. Ja do tej pory miałem opcję Enable Auto Cooling wyłączoną - dzisiaj zrobię wydruk próbny na zwyklym mostku kalibracyjnym podpartym na "chudych" nogach. Powinno być o wiele lepiej w takim razie.acc pisze:Na ten górny pypek nie potrzeba wentylatora. Wystarczy w slicerze włączyć cooling i wtedy małe warstwy są spowalniane automatycznie.
Różne aeroplany...
Re: DIY Mendel90 "ver. goły MDF"
Pewnie nie jest to duży wyczyn dla "starych drukarzy" ale Wasze porady przyniosły efekt (wydruk bez jakiegokolwiek chłodzenia).
Mostek ma wiszącą część na 100mm. Raptem dwie albo i trzy nitki opuściły się o jakiś 1mm. Włączona opcja Enable Auto Cooling co dało efekt w spowolnieniu wydruku i prawidłowym wydruku wąskich podpór mostka (jak radził Adam), obniżyłem temperaturę druku z 232'c na 228'C. Czyli niedługo kolejny atak na X-endy...
Mostek ma wiszącą część na 100mm. Raptem dwie albo i trzy nitki opuściły się o jakiś 1mm. Włączona opcja Enable Auto Cooling co dało efekt w spowolnieniu wydruku i prawidłowym wydruku wąskich podpór mostka (jak radził Adam), obniżyłem temperaturę druku z 232'c na 228'C. Czyli niedługo kolejny atak na X-endy...
Różne aeroplany...
Re: DIY Mendel90 "ver. goły MDF"
Problemów z ABS-em ciąg dalszy. Próbuję wydrukować usilnie X-endy do Mendel90 i wszystkie wydruki posiadają peknięcia (rozwarstwienia) w okolicach mocowania łożysk liniowych. Na samych korpusach X-endów już tego nie mam. W tej chwili wydruk zrobiłem na warstwie 0.3, szerokość ściezki 0.59, temp. 237'c (zalecane dla tego filamentu). Co dalej z tym robić ? Wydruki robię w zamkniętej komorze (w środku jest jakieś 40'C). Tych spękań jet po 5 -6 z każdej strony. Czy jakość ABS też tu może sprawiać problemy? A może jeszcze dźwignąć temperaturę głowicy? Podpowiedzi mile widziane.
Różne aeroplany...
Re: DIY Mendel90 "ver. goły MDF"
Spróbuj wyższą temperaturę, tak nawet 245 stopni. Jak to nic nie da, to pozostaje zmienić filament. Te elementy są bardzo wrażliwe... Więc albo skleisz albo inny drut. Mi osobiście te elementy bardzo fajnie wychodzą na czerwonym plastspawie.
Pozdrawiam,
Adam
Pozdrawiam,
Adam
Pozdrawiam,
Adam
Adam
Re: DIY Mendel90 "ver. goły MDF"
Dzisiaj już nie dam rady zaszaleć z wydrukiem tego elementu ale na pewno spróbuję zwiększyć temperaturę powyżej tej nominalnej którą zaleca producent drutu. Już sobie myślałem że może moja oś Z pracuje zbyt niedokładnie i np co niektóre warstwy są niedokładnie sklejane - tylko że w zasadzie wśród kilkunastu większych druków z ABS (jak dla mnie oczywiścieacc pisze:Spróbuj wyższą temperaturę, tak nawet 245 stopni.
Acc a może kojarzysz jakiś STL do pobrania, na którym można było by "potrenować rozklejanie się warstw" bez kilku godzin druku ?
Różne aeroplany...