Strona 2 z 9
Re: Test / kalibracja drukarki 3D
: poniedziałek 12 paź 2015, 17:32
autor: Adasko
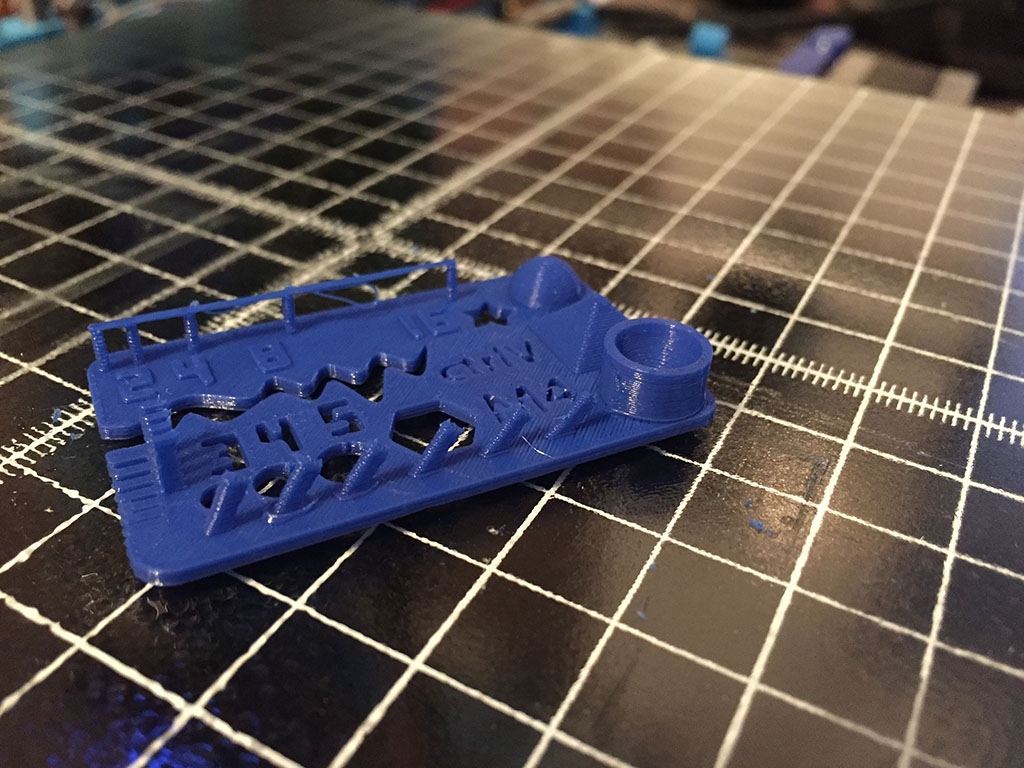
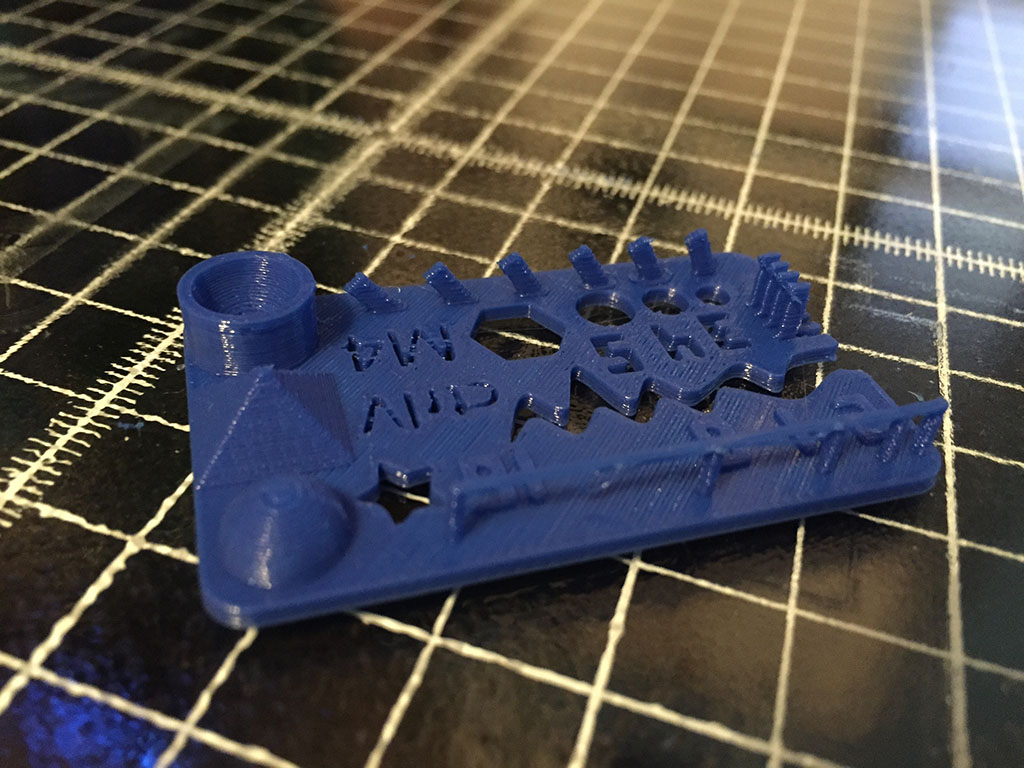
wlasnie cos mi sie wydawalo ze brakuje czegos w tamtym miejscu
spojrz na pierwsza i druga fotke u mnie
chyba ze Ci sie odlamalo i nie zauwazyles
Re: Test / kalibracja drukarki 3D
: poniedziałek 12 paź 2015, 17:45
autor: miś
Adasko pisze:wlasnie cos mi sie wydawalo ze brakuje czegos w tamtym miejscu
spojrz na pierwsza i druga fotke u mnie
chyba ze Ci sie odlamalo i nie zauwazyles
Hehe, no teraz zauważyłem że Cura stwierdziła że pozostałe 4 słupki są za cienkie i je wywaliła

Małpa jedna

Trzeba by poczarować przy ustawieniach, albo zmienić slicer. Ale nie chce mi się.
Re: Test / kalibracja drukarki 3D
: poniedziałek 12 paź 2015, 17:52
autor: Adasko
tez bym nic nie ruszal bo wydruk bardzo fajny
Re: Test / kalibracja drukarki 3D
: wtorek 13 paź 2015, 11:48
autor: Tieman
miś pisze:...
Tieman, Sprubuj ustawić 1.5mm (tak, mniej), ale za to prędkość retrakcji na 60-70mm/s
...
Niestety ale nie jestem w stanie takiej prędkości uzyskać przy takim przełożeniu trybików (47/9). Max co mi się udało to 44mm/s ale na niewiele to pomogło :(. Przy wyższych prędkościach już gubi kroki i nie pomaga podniesienie prądu na sterowniku.
Re: Test / kalibracja drukarki 3D
: wtorek 13 paź 2015, 13:27
autor: miś
A nie masz luzów na przekładni ?
Ustaw więc prędkość na 40, i stopniowo zwiększaj długość retrakcji.
Jak masz luz na przekładni to retrakcję trzeba ustawić na więcej, aby najpierw zniwelować luz.
Ale jak luz nie jest jednakowy na całym obwodzie koła zębatego, to nie ustawisz porządnie retrakcji, i jedyne wyjście to najpierw usunąć luzy, dopiero potem walczyć z retrakcją.
Re: Test / kalibracja drukarki 3D
: wtorek 13 paź 2015, 16:27
autor: Tieman
miś pisze:A nie masz luzów na przekładni ?
Ustaw więc prędkość na 40, i stopniowo zwiększaj długość retrakcji.
Jak masz luz na przekładni to retrakcję trzeba ustawić na więcej, aby najpierw zniwelować luz.
Ale jak luz nie jest jednakowy na całym obwodzie koła zębatego, to nie ustawisz porządnie retrakcji, i jedyne wyjście to najpierw usunąć luzy, dopiero potem walczyć z retrakcją.
wiszę ci wielkie piwo, albo nawet kilka !! :). jest o wiele lepiej
Luzów na przekładni raczej nie mam. Sprawdzałem w każdym położeniu tryba. zmieniłem retraction na 1.7mm i speed 44mm/s
Re: Test / kalibracja drukarki 3D
: wtorek 13 paź 2015, 16:59
autor: cobra
Jest super! Bardzo przyzwoicie.
Re: Test / kalibracja drukarki 3D
: środa 14 paź 2015, 22:14
autor: Adasko
no teraz masz drukarke 3D ,a nie plujke
Re: Test / kalibracja drukarki 3D
: wtorek 20 paź 2015, 00:12
autor: Tieman
Kupiłem sobie ostatnio jedną rolkę ABS-u. Dzisiaj były moje pierwsze wydruki. Masakra jakaś. Próbowałem wydrukować ten test. Ni cholery mi nie szło :( a podchodziłem do tego chyba z 8 razy.
Ale ten plastik jest "oporny". Warstwy mi się nie chcą sklejać (mimo że ustawiłem na 250C, na 220 i 230 i 240 też próbowałem). Do stołu też ciężko żeby się przykleił. same problemy normalnie.
Re: Test / kalibracja drukarki 3D
: czwartek 22 paź 2015, 01:08
autor: miś
Ten test na ABS ma marne szanse na przyzwoitą jakość. Małe elementy kiepsko wychodzą z ABS'u, bo ABS nie lubi chłodzenia (bo warstwy się nie kleją), a drukowanie tak małych duperelków powoduje że głowica pluje gorące na gorące i całość się podwija, płynie i maże. A jak będziesz chłodził to warstwy się nie trzymają siebie i taki wydruk rozpadnie Ci się w rękach.
Tak że ABS wymaga ciut innego podejścia. A że jest trudniejszy do opanowania to chyba wszyscy wiedzą

BTW. Dziś spróbowałem pogonić moją drukarkę i przetestowałem drukowanie (z PLA) jednego z moich standardowych elementów, czyli obudowy do eLDispa, tyle że z ustawioną szybkością na 200% czyli 2x szybciej. Poszło. Wygląda całkiem znośnie, gdyby nie most który przy tej prędkości nie wyszedł jak trzeba (urwało nitkę i są wżery) oraz lekkie bloby na łukach - tu myślę że to by było do opanowania zmieniając akcelerację.
Podstawowe parametry wydruku to 50mm/s outer, 60mm/s inner. 70mm/s infill. Tak że infill zapylał 140mm/s

I dało rade.
Ale stara zasada jest prawidłowa. Albo ładnie i wolniej, albo szybko i po japońsku, czyli jakotako.
Re: Test / kalibracja drukarki 3D
: czwartek 22 paź 2015, 08:12
autor: Japim
Wczoraj po miesiacu stania uruchomilem moja pruse i3.
Drukuje tylko z ABS (ale mam tez jakas probke PLA).
Wczoraj drukowalem zwrotnice do modelu Tamiya TT01. I niestety male detale powoduja podwijanie sie plastiku. Nie przebrnalem powyzej 7mm bo mi glowica wyrwala podwijajacy sie plastik, ktory deponowany byl na osce...
Dzisiaj postaram sie wydrukowac ten test - ale tak jak pisal Mis moze byc ciezko... Chyba ze bede drukowal z jakas super cienka warstwa i mega wolna predkoscia co by plastik zdazyl sam wystygnac...
Re: Test / kalibracja drukarki 3D
: czwartek 22 paź 2015, 12:27
autor: Tieman
A to se zrobiłem (tylko się nie śmiejcie bardzo ;) ). Pomyślałem że skoro ABS nie lubi chłodzenia to wyłączę całkiem na chwile żeby sprawdzić. I tak wyłączyłem wszystko łącznie z chłodzeniem hotendu. Pomyślałem że skoro nie mam metalowego tylko JHead z PEEK to se da radę... no i nie dał rady. Przytopiło mi ekstruder i hotend się zaczął ruszać.
Re: Test / kalibracja drukarki 3D
: czwartek 22 paź 2015, 12:45
autor: miś
Tieman pisze: I tak wyłączyłem wszystko łącznie z chłodzeniem hotendu.
Brawa za pomysłowość

Jakbyś miał jeszcze metalowy extruder to by uszło, ale jak był drukowany...
Re: Test / kalibracja drukarki 3D
: piątek 23 paź 2015, 08:42
autor: Mitar
Śledzę temat od jakiegoś czasu.
W pracy dostaliśmy "do zabawy" pruse i3 od Jelweka.
Męczyliśmy się z wydrukami prawie tydzień(próbowaliśmy ten test z tematu), ciągle wychodziły niedokładne, co ciekawsze wydruk nie kleił się do szyby i ciągle musieliśmy zwiększać temperaturę albo zniżać głowicę żeby chciało się przykleić.
Dopiero dziś po przeczytaniu waszych ostatnich postów znalazłem artykuł na temat różnic PLA i ABS i okazało się ,że ciągle jechaliśmy z przekonaniem, że to PLA a robiliśmy na ABS :) .Nigdy nie ufaj w to co ci szef powie.
Na jakich ustawieniach temperatur głowicy i stołu drukujecie ABS? My dojechaliśmy do 240/80 i często się odrywał.
Re: Test / kalibracja drukarki 3D
: piątek 23 paź 2015, 10:05
autor: Japim
Do ABSu stosuje glowica 240 stol 110 (pierwsza warstwa), potem na 95st.
Akurat 80st do taka temperatura przy ktorej ABS sam sie odkleja od loza. Po zakonczonym drukowaniu gdy loze jeszcze nie ostygnie jak jest powyzej 80st to ABS trudno oderwac. Ale wystarczy ze wyswietlacz pokaze rowno 80 i wydruk sam odskakuje pod najmniejszym naciskiem.
Musicie jeszcze troche podgrzac stol.