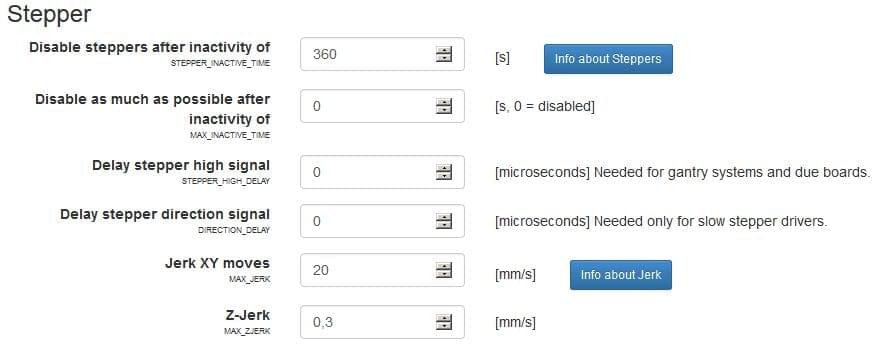
Tak naprawdę większość z tych zakładek można olać.
Najbardziej istotne bedą:
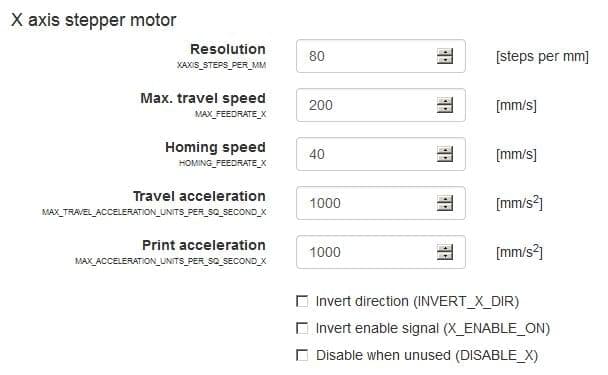
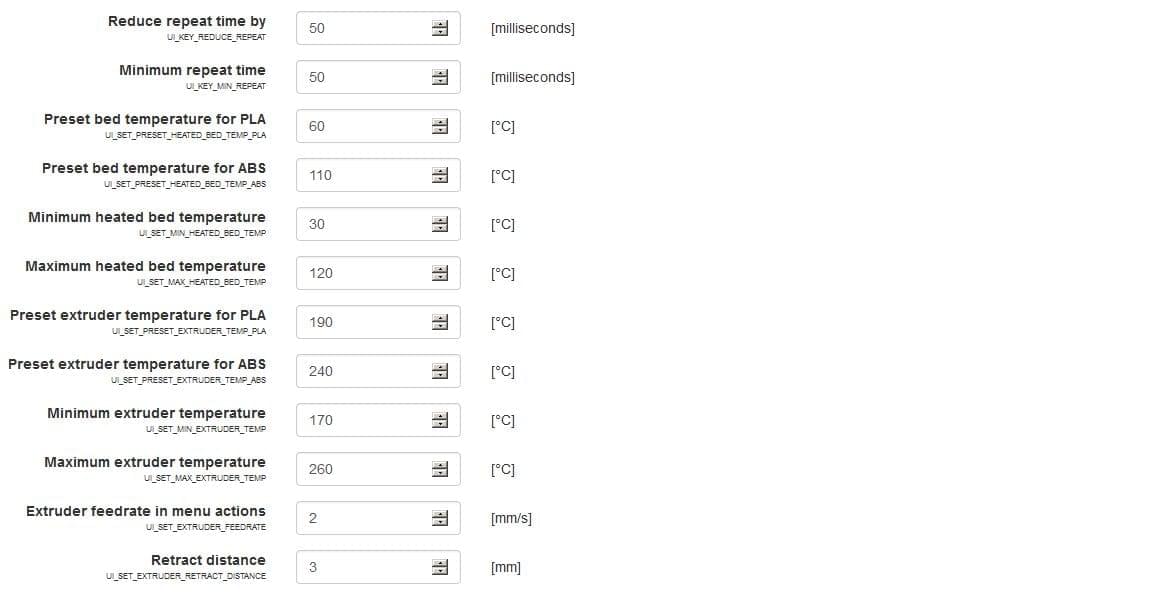
X AXIS STEPER MOTOR -> RESOLUTION
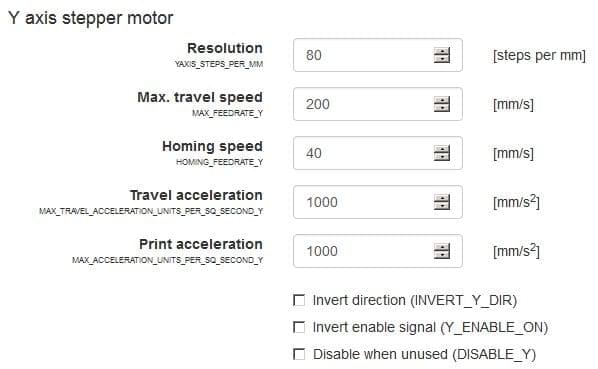
Y AXIS STEPER MOTOR -> RESOLUTION
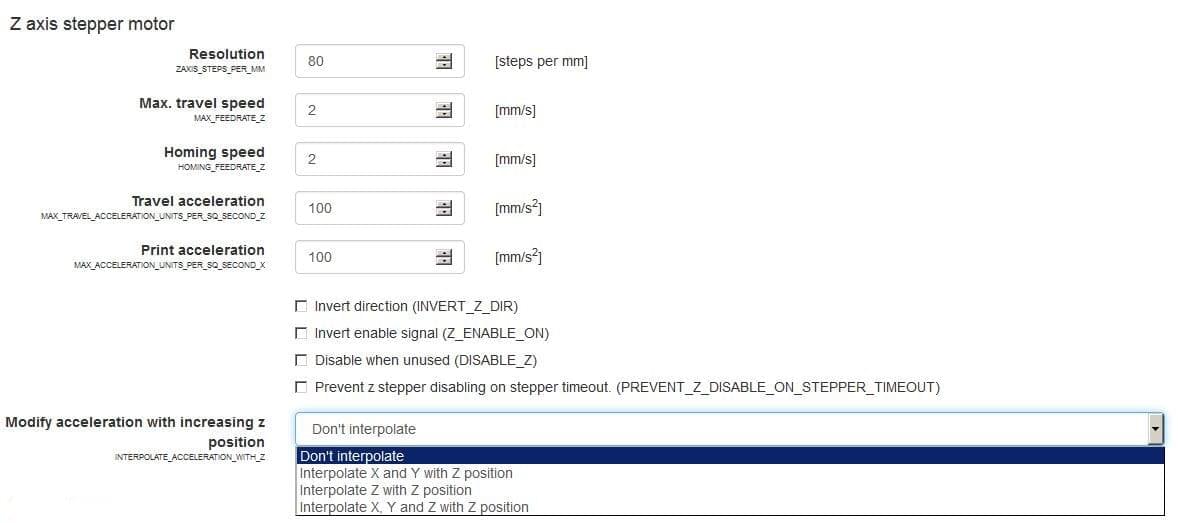
Z AXIS STEPER MOTOR -> RESOLUTION
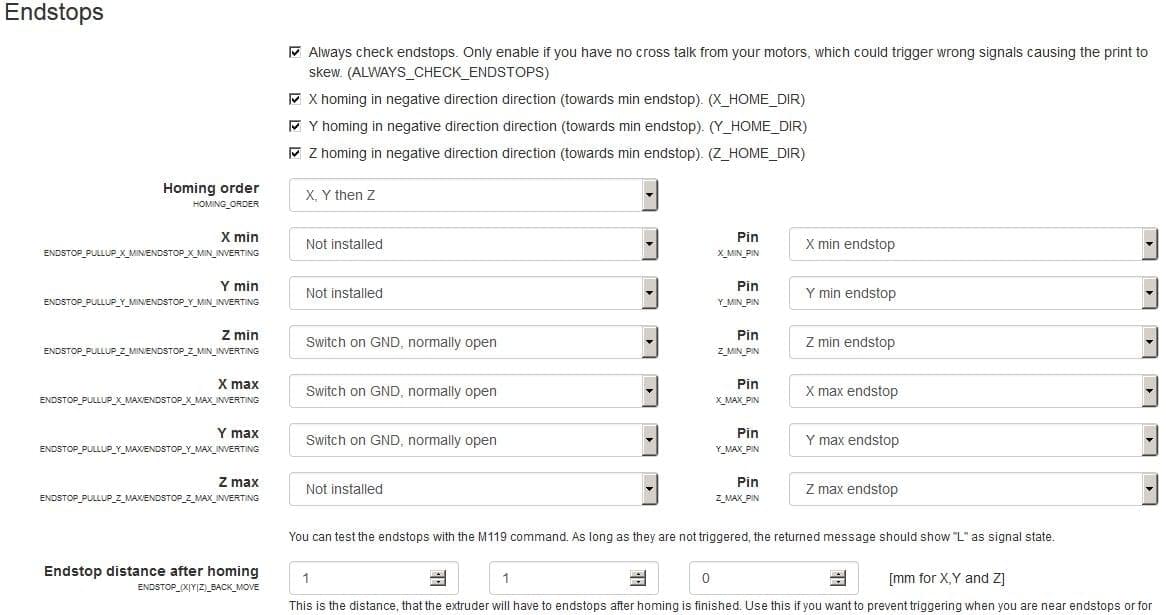
ENDSTOP - To chyba dla mnie bylo najwiecej zabawy
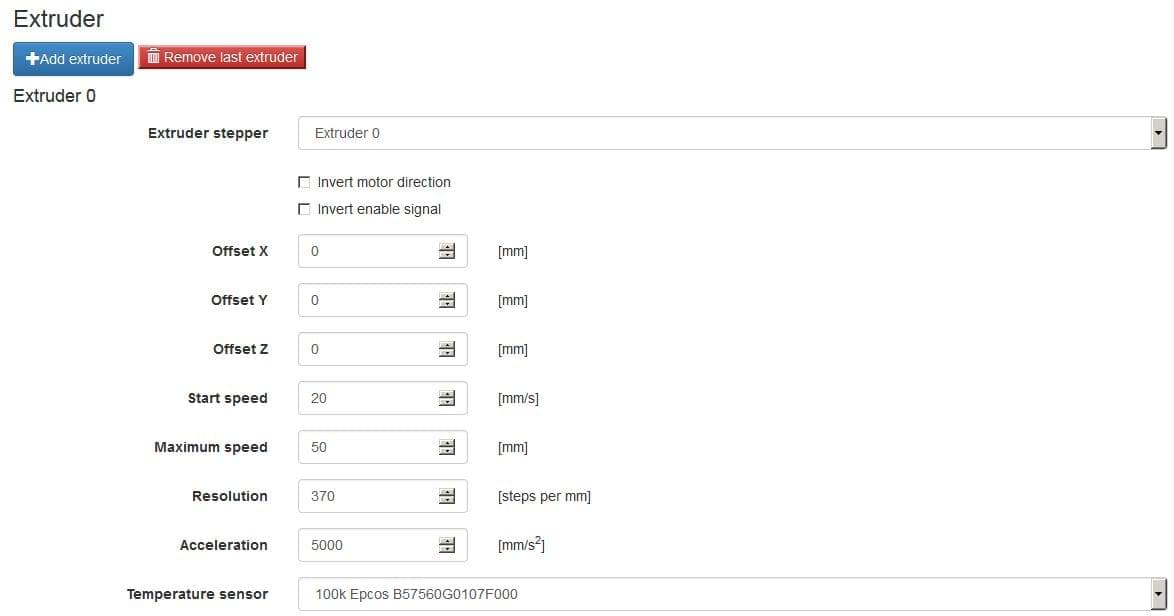
EXTRUDER -> RESOLUTION
Takie coś można już wgrać i testować i potem ewentualnie robić korekty.
Grubosci dyszy , filamentu ustawia się już w programie.
Musiał byś podać jeszcze parę rzeczy aby podpowiedzieć jak to poobliczac.
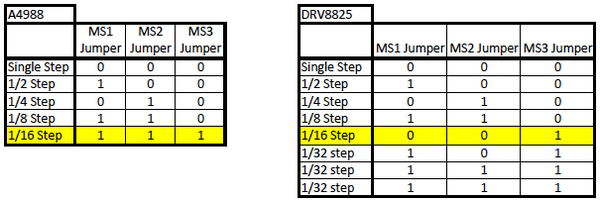
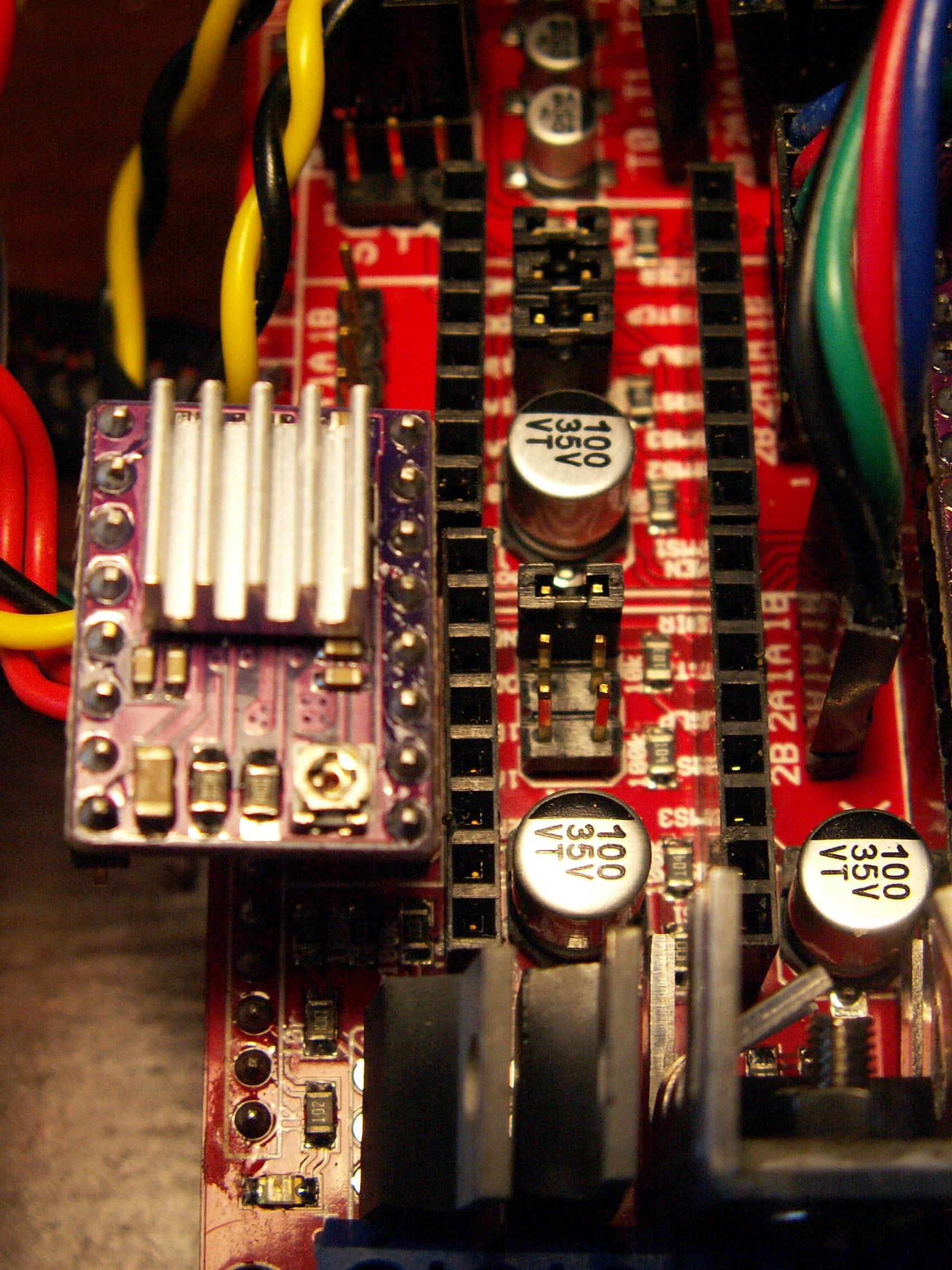
Na pewno ile masz ustawionych mikrokroków (1/8,1/16,1/32?) (ustawienie zworek pod stepstikami)
Pręty gwintowane masz 8?
Reszty nie pamiętam ale jak będę w domu zerknę na notatki jak ja to obliczałem.
EDIT:
Tu jest świetnie opisane jak obliczyć te RESOLUTION dla silników i ekstrudera
http://www.printo3d.pl/ustawienia-krokow-silnika/
Jedyna różnica to że w marlinie wpisuje się #define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,3200/1.25,96.96}
a w rampsie te 80 wpisuje się po kolei do każdej zakładki i nie podaje sie w formacie 3200/1.25 tylko odrazu podzieloną liczbę.
EDIT2:
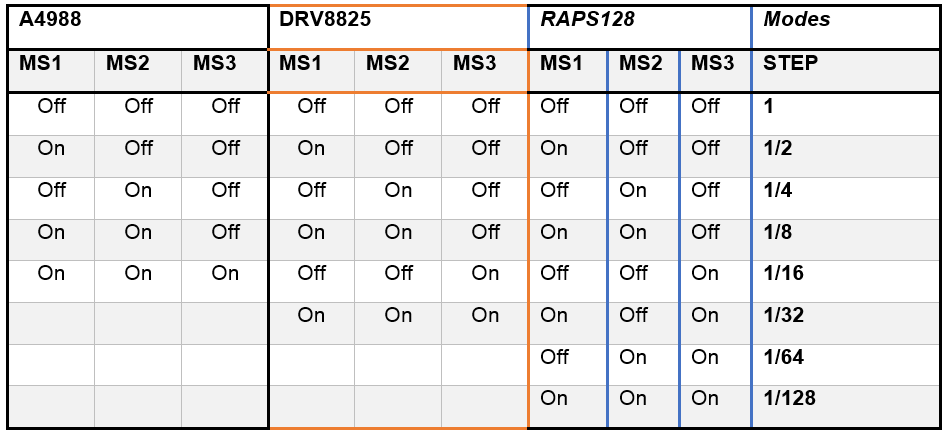
Aha jeśli chodzi o mikrokroki to ustawić najlepiej 1/16, mimo że te stepstiki obsługuja 1/32.
Zasada jest taka że im mikrokok wyższy (2 liczba) tym bardziej spada moment trzymający , i przy 32 może już nie wyrabiać.
Tu jest tabela dla róznych stepstików jak należy ustawic zworki.